公司:濟南金欣發不鏽鋼有限(xiàn)公司
聯係人: 劉博/劉增田
電 話: 183 6617 7753 / 138 8499 6663
門市地址:濟南市天橋區曆山北路黃台不鏽鋼市場(chǎng)1區113號
傳(chuán)真/座機 :0531-82955732
0531-82955953
工廠地址:濟南市曆城區同華路12號
工廠電話 :0531-88287691
0531-88287692
郵(yóu) 箱:864958766@qq.com
網址:www.youlianshiye1688.com
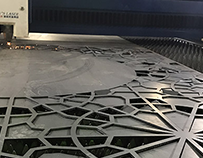
山東激(jī)光切割加工(gōng)供應廠家分析:激光器切割小孔不規則的原因——激光切割機(jī)每個脈衝(chōng)激光(guāng)隻(zhī)產生小的微粒噴射,逐步深入,因此厚(hòu)板穿孔時間(jiān)需要幾秒鍾。一(yī)旦穿(chuān)孔完成(chéng),立即(jí)將輔助氣(qì)體換成氧氣(qì)進行切割。這樣穿孔直徑較小(xiǎo),其穿(chuān)孔質量優於爆破穿孔。
為此激光(guāng)切割機所使用的(de)激光器(qì)不但應具有較高的輸出功率;更重要的時光束的時間和(hé)空間特性,因此一般橫流CO2激光器不能適(shì)應激光切割的要求(qiú)。此外脈衝穿孔還須要有較可靠的氣路控製(zhì)係統,以實現氣體種類(lèi)、氣體壓力的切換及穿孔時間的控製。
割小孔不規則的原因(yīn)")
爆破穿孔:材料經連續激光(guāng)的照射後在中心形(xíng)成一凹(āo)坑,然後由與激光束(shù)同軸的氧流很快將熔融材料去除形(xíng)成一孔。一(yī)般孔的(de)大小與(yǔ)板厚有關,爆破穿孔平均直徑為板厚的一半,因此對較厚的(de)板爆破穿孔孔徑(jìng)較大,且不圓(yuán),不(bú)宜(yí)在要求較(jiào)高的件上使用(如石油(yóu)篩縫管),隻(zhī)能用於廢料上。此外由於(yú)穿孔所用的氧氣壓力與(yǔ)切割(gē)時相(xiàng)同,飛濺較大(dà)。
脈衝穿孔:采用高峰值功率的脈衝激(jī)光使(shǐ)少(shǎo)量材料熔化或汽化,常(cháng)用空氣或氮氣作為輔助氣體,以減少因放熱氧化使孔擴展,氣體壓力較切割時的氧氣壓力小。
一(yī)般來說市麵上的激光切割機不管是進口的還是國產的,切割1:1的孔應該都是可以做到的,孔徑越大越好切割,能力不足的激光切割機(jī)切割小孔(kǒng)時會出現圓孔不規則,斷點殘留太多等現象,目前進口家光切割機能力好的可以做到切割(gē)板厚1/3的孔。
切割小孔不規則的原因")
激光切割(gē)小(xiǎo)於板材厚度的小孔一般會出現(xiàn)這個問題,小孔不圓,內部有燒的情況(kuàng),再就是錐麵比較明顯,如果一點要用激光切割機小(xiǎo)孔,選用迪能激光YAG激光切割機切割效果會好(hǎo)點,YAG屬於脈衝激光,華俄激光的進口激光腔光速質量比較好,光斑模式(shì)屬於基膜,並(bìng)且直徑小於其它廠家,切割1mm以上(shàng)小孔精度可以達到10個絲以內。
南(nán)不鏽鋼材料(liào),濟南不鏽鋼定做加工,濟南不鏽鋼工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱(xiāng):864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽鋼有限(xiàn)公司 歡迎大家的來電谘詢!

工定製")