公司:濟南金欣(xīn)發不鏽鋼有限公司
聯係人: 劉博/劉增(zēng)田
電 話: 183 6617 7753 / 138 8499 6663
門市地址(zhǐ):濟南市天(tiān)橋(qiáo)區曆山北路黃(huáng)台不鏽鋼(gāng)市場1區113號
傳真/座機 :0531-82955732
0531-82955953
工廠地址:濟南(nán)市曆(lì)城區同華(huá)路12號
工廠電話 :0531-88287691
0531-88287692
郵 箱:864958766@qq.com
網址:www.youlianshiye1688.com
1、製件端麵不平(píng)整
原因:當材料的外表麵在圓周方向上彎曲時(shí),產生收縮變形,並且內表麵在圓周(zhōu)方向上被(bèi)壓縮以產生細長變形。
解決辦法:在麵對製作產品的(de)最後(hòu)階(jiē)段時,我們所選用(yòng)的模具(jù)應具備較強的抗壓能力。同時我們還需要(yào)改(gǎi)進製作的工序。

2、凹形件底部不(bú)平
原因:材料本身不夠光滑。頂部與材(cái)料接觸麵積太小了導致(zhì)進料力度不夠。材料本身不平整。頂板和材料接觸麵積小或頂料力不夠。凹模內無頂料(liào)裝置。
解決辦法:校正磨平原材料。調整與頂部的接(jiē)觸(chù)麵積。
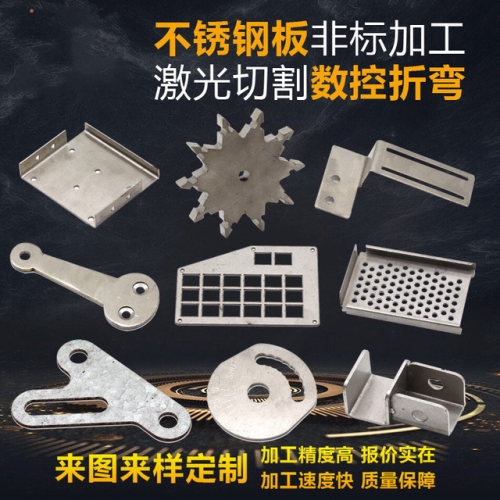
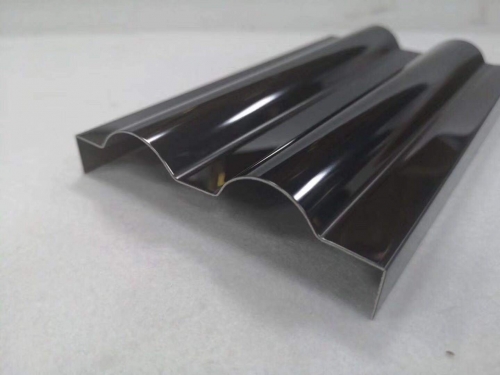
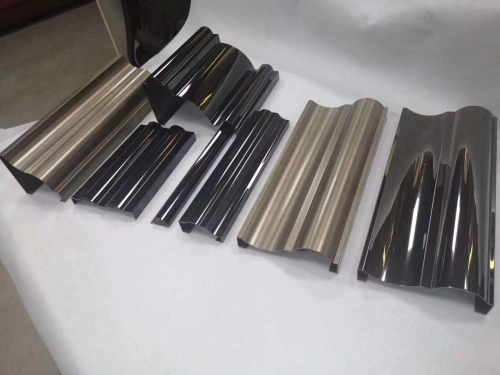
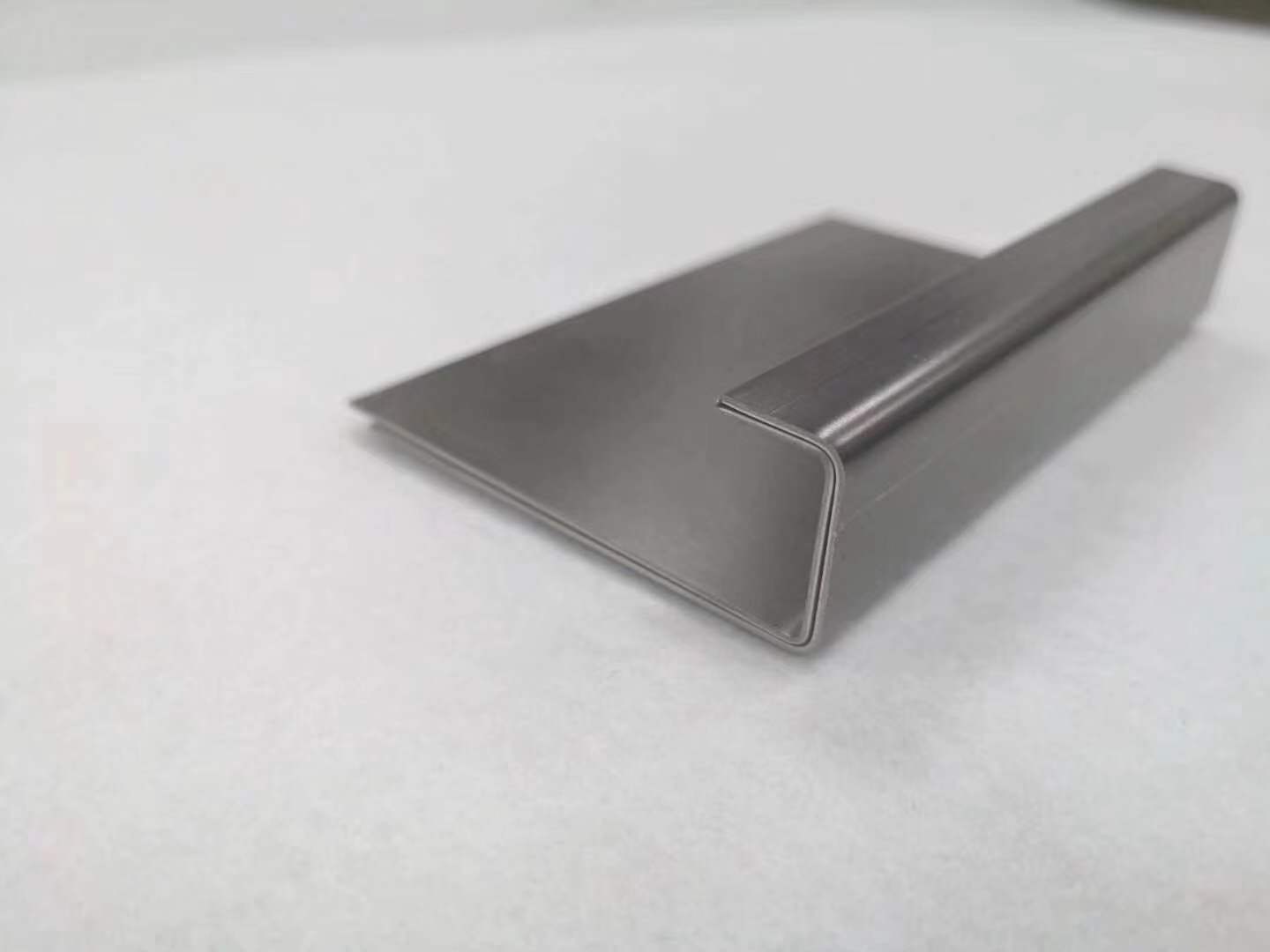
濟南不鏽鋼剪板折彎加工

3、彎曲導致了變形
原因:當壓力(lì)機彎曲並定位孔時,由於模具表麵與工件外(wài)表麵之間的摩擦,彎曲臂的外側(cè)被拉出,導致定位孔變形。
解決(jué)辦法:采用(yòng)形彎曲。增(zēng)加頂板的(de)壓力。在頂板上增加點蝕網格,以增加摩擦力,防止彎曲時滑動。

4、擠壓料變薄了
原因:模具(jù)圓角太小或者是凹進模具(jù)與凸出(chū)模具之間的間隙太小。
解決辦法:增(zēng)加模具的圓角半徑或校正凹進(jìn)模具和凸出(chū)模具之間的間隙。
以上與您分享的濟南不鏽(xiù)鋼剪板折彎加工(gōng)需要注意(yì)的事項(xiàng)你都了解了嗎?希望可以幫助您更好的了解不鏽鋼(gāng)加工。
![]()
鏽鋼(gāng)定做加工,濟南不鏽鋼(gāng)工程")
電話:183 6617 7753 138 8499 6663 傳真/座機:0531-82955732 郵箱:864958766@qq.com
Copyright © http://cn86.cn/ 濟南金欣發不鏽(xiù)鋼有限公司 歡迎大家的(de)來電谘詢!

工(gōng)定製")